In modern automated production lines, the ability to distinguish subtle color variations, identify color marks, and sort materials at high speeds is critical. To achieve this, engineers heavily rely on a small but powerful component: the Fiber Optic Color Sensor (often referred to as a Color Fiber Optic Amplifier).
These compact, user-friendly devices serve as the “color vision” of industrial automation. In this blog, we will break down how they work, how to choose the right fiber optic probe, and best practices for deployment.
I. How Do Fiber Optic Color Sensors Work?
Unlike standard photoelectric sensors that only detect the presence or absence of an object based on light intensity, color sensors analyze the actual wavelength composition of the reflected light.
The working principle can be broken down into three simple steps:
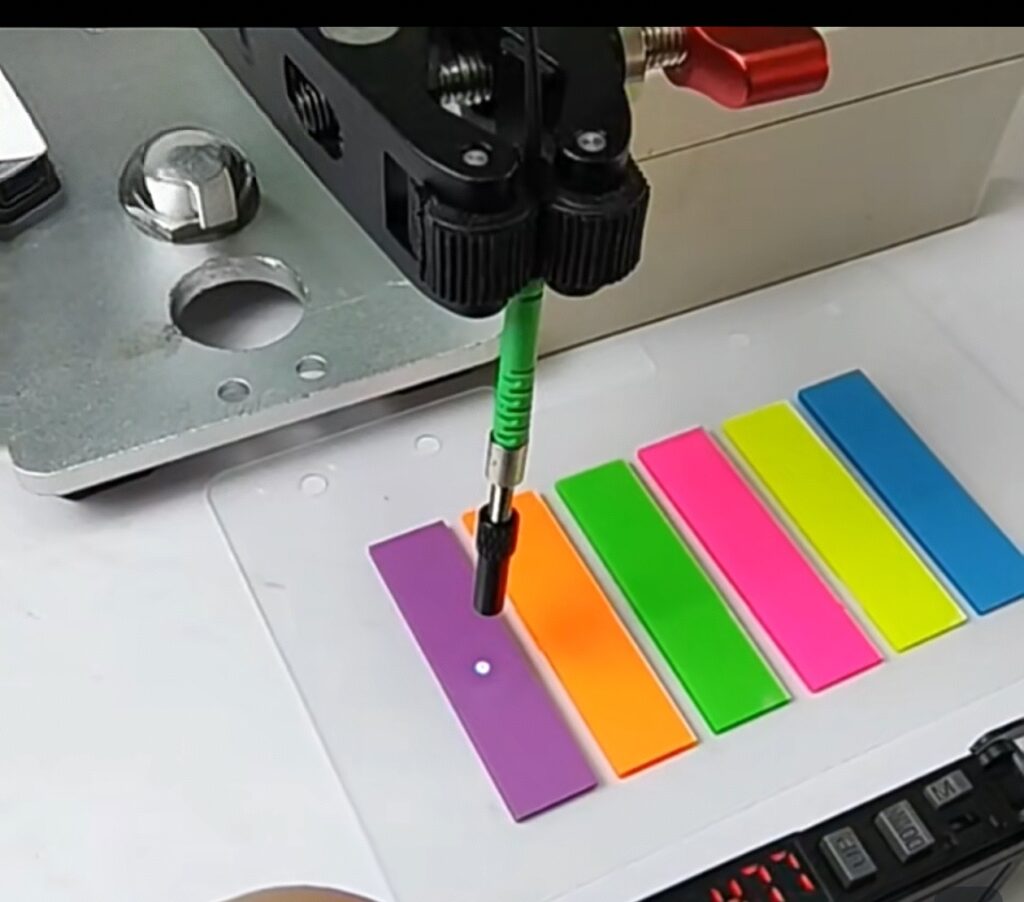
Light Emission: The amplifier unit contains a built-in RGB (Red, Green, Blue) LED light source. This blended white light travels through the fiber optic cable and is projected onto the surface of the target workpiece.
Spectral Reflection & Analysis: Objects of different colors reflect the Red, Green, and Blue wavelengths to varying degrees. The reflected light is captured by the fiber probe and transmitted back to the amplifier. Internal circuits and photodetectors analyze the precise RGB intensity ratios (chromaticity) rather than just the overall brightness.
Signal Output: Once the detected RGB ratio matches the pre-configured target color within a set tolerance, the amplifier triggers an electrical output signal (such as a switching signal to a PLC). This initiates automated downstream actions like sorting, quality rejection, or process shutdown.
II. How to Choose the Right Fiber Optic Probe?
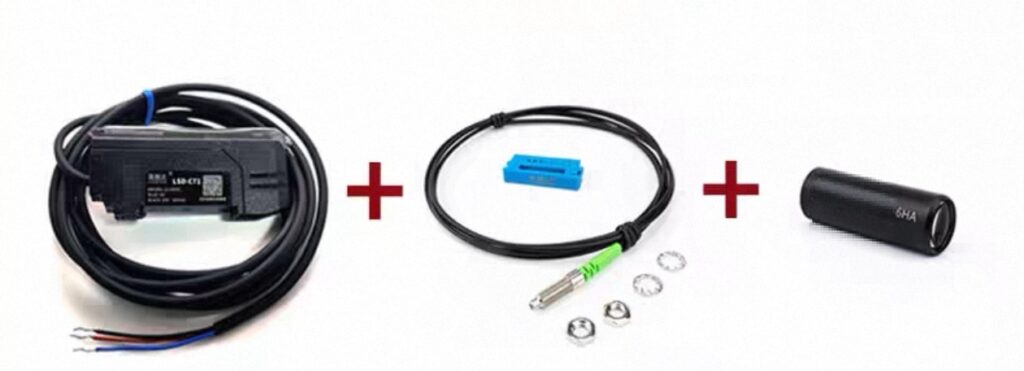
If the amplifier is the “brain,” the fiber optic cable and probe are the “eyes.” Selecting the wrong fiber configuration can lead to unstable detection or false positives. There are two primary optical configurations used in the industry:
- Coaxial Reflective Fiber Optics (The Standard for Color Detection)
In this setup, the transmitter and receiver fibers are integrated into a single probe head. Crucially, they utilize a coaxial structure (where the receiving fibers typically surround the central emitting fiber). This ensures that even if the distance to the workpiece fluctuates slightly, the ratio of returned RGB light remains stable, preventing color misjudgments.
When paired with an external focusing lens, the spot size and optimal detection distance can be precisely tailored. Two common thread sizes are widely used:
M3 Probes: Featuring a smaller fiber core and tighter housing, M3 probes generate a very small light spot. They are ideal for detecting micro-targets, such as fine colored wires, registration marks, or micro-packaging lines.
M6 Probes: With a larger core diameter and robust housing, M6 probes offer a larger light spot and longer sensing ranges. They are best suited for large color blocks, textured surfaces, or workpieces with uneven coloration.
- Through-Beam Fiber Optics (Rarely Used for Color)
In a through-beam configuration, the transmitter and receiver probes are installed opposite each other. The sensor triggers when an object breaks the light beam. Because this method measures light attenuation (opacity) rather than surface color reflection, it is rarely used for color recognition and is instead used for basic counting or path breakdown.
💡 Industrial Pro-Tip: Industrial environments are often plagued by dust, oil mist, and mechanical stress. Always prioritize fiber optic cables with protective stainless steel or polyethylene sleeves. Additionally, observe the minimum bend radius of the fiber during installation; excessive bending will cause light leakage and permanently degrade color detection accuracy.
III. Common Industrial Applications
Thanks to their high resolution and flexibility in tight spaces, fiber optic color sensors are utilized across a vast range of industries:
Packaging & Labeling: Inspecting color codes on packaging films, verifying the presence of correctly colored bottle caps, and preventing mislabeled products.
Electronics Manufacturing: Identifying resistor color rings, verifying wire harness color sequences, and detecting color uniformity on painted electronic casings.
Automotive Assembly: Distinguishing between similar-looking fuses, matching interior trim colors, and checking for missed primer or coating areas.
Logistics & Warehousing: Reading color-coded sorting marks on totes or boxes to route goods automatically down different conveyor lines.
IV. Summary: Quick Tips for Stable Operation
To maximize the lifespan and accuracy of your color sensing system, keep these three operational tips in mind:
Shield from Ambient Light: Avoid pointing the sensor probe directly at strong external light sources (like overhead factory lighting or direct sunlight), as ambient photons can distort the RGB reading.
Optimize Detection Distance: Position the probe within its specified focal sweet spot. Placing it too close may blind the receiver, while placing it too far will degrade the signal-to-noise ratio.
Implement Routine Maintenance: Dust, oil, and moisture film on the fiber lens will scatter light and shift the perceived color. Wipe the optical faces regularly with a clean, lint-free cloth.